



Specifikacije plijesni
|
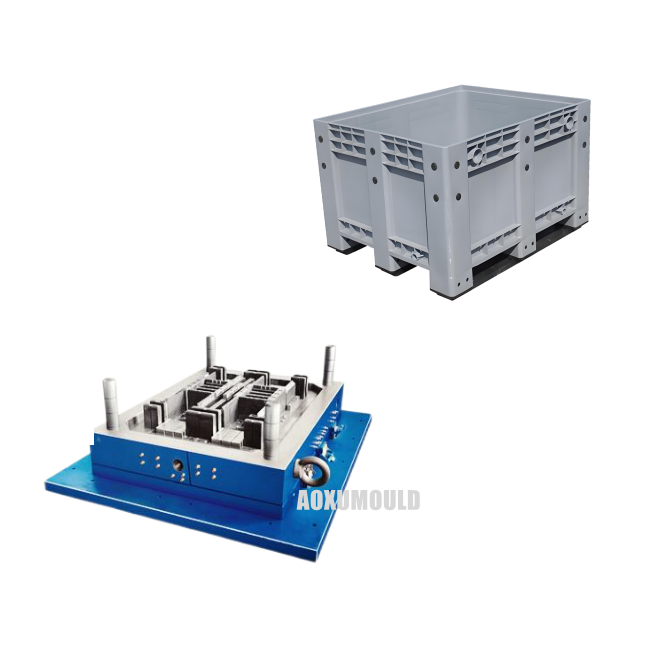
Naziv kalupa |
Kalup za palete |
|
Proizvodni materijal |
Polietilen visoke gustoće (HDPE)\/pp |
|
Veličina proizvoda |
1200 mm (w) x 1000 mm (l) x 760 mm (h) |
|
Kalup materijal za šupljinu &. Srž |
2738 |
|
Baza za kalup |
C45 |
| Br. Šupljine | 1 šupljina za tako veliki kalup |
|
Sistem ubrizgavanja |
Vruća vrata ventila za trkače |
|
Prikladan stroj za ubrizgavanje |
4500T |
|
Veličina kalupa |
1800x1800x1350mm |
| Težina kalupa |
32500T |
|
Život plijesni |
Više od 500, 000 |
| Vrijeme olova |
Nakon završetka dizajna, 65 dana |
Zašto su MOuLDS potreban za plastičnu paletuKutijas?

Plastične kutije za palete, široko korištene u logistici, skladištima i proizvodnji, zahtijevaju proizvodnju utemeljene na Mould-u zbog tehničkih i ekonomskih zahtjeva proizvodnje industrijskih razmjera. Kalupi, obično izrađeni od čelika, alati su precizno izrađeni alati koji definiraju oblik, strukturu i funkcionalnost konačnog proizvoda. Ispod su ključni razlozi korištenja kalupa u njihovoj proizvodnji:
1. Preciznost i dosljednost
Kalupi omogućuju visoku ponovljivost, osiguravajući jednolične dimenzije, debljinu stijenke i strukturne značajke (npr. REBE, STACKING PUME ili odzračne kanale) na tisućama jedinica. Ta je dosljednost presudna za kompatibilnost s automatiziranim sustavima za rukovanje, viljuškarima i sustavima regaliranja u lancima opskrbe.
2. Složena geometrija
Plastične kutije za palete često sadrže zamršene dizajne kako bi se poboljšali kapacitet opterećenja, antiklip površine ili mogućnosti gniježđenja. Ubrizgavanje oblikovanja omogućava preciznu replikaciju ovih značajki, što bi bilo nepraktično ili obogatno s alternativnim metodama poput termoformiranja ili obrade.
3. Materijalna učinkovitost
Procesi oblikovanja (npr. Ubrizgavanje, oblikovanje puhanja) minimiziraju materijalni otpad kontrolirajući protok smole i brzine hlađenja. Ova učinkovitost smanjuje troškove po jedinici i usklađuje se s ciljevima održivosti ograničavanjem stvaranja otpada.
4. trajnost i performanse
Kalupi olakšavaju upotrebu inženjerske plastike (npr. HDPE, PP) s aditivima za UV otpornost, usporavanje vatre ili anti-statička svojstva. Proces kontroliranog lijevanja osigurava optimalno molekularno usklađivanje, povećavajući otpornost na udarce i dugovječnost u teškim okruženjima.
5. isplativost na skali
Iako stvaranje kalupa uključuje visoke troškove unaprijed (dizajn, prototipiranje, alat), ona postaje ekonomična za velike proizvodne vožnje. Troškovi po jedinici značajno padaju u usporedbu s metodama niskog volumena, opravdavajući ulaganje za proizvođače koji opslužuju globalne lance opskrbe.
6. Fleksibilnost prilagodbe
Kalupi se mogu modificirati za proizvodnju varijanti (npr. Sklapljivi dizajni, integrirani RFID utora) bez redizajniranja čitavih sustava alata, omogućavajući prilagođena rješenja za određene industrije poput farmaceutskih proizvoda ili automobila.
7. Usklađenost s regulacijom
Standardizirano oblikovanje osigurava usklađenost s međunarodnim standardima za testiranje sigurnosti i opterećenja, smanjujući rizike odgovornosti.
Kalupi su neophodni za proizvodnju plastičnih spremnika za palete koji udovoljavaju industrijskim zahtjevima za snagom, preciznošću i troškovnom učinkovitošću. Tehnologija uravnotežuje ulaganja s dugoročnim operativnim prednostima, što ga čini kamen temeljac modernih plastičnih logističkih rješenja.
Kako dizajnirati plastični kalup za palete?

1. Dizajn i struktura
Kalup je obično konstruiran kao alat za više stoka ili jednosmjerno, ovisno o zahtjevima za volumenom proizvodnje. Sadrži modularni dizajn s očvrslim čeličnim ili berilijevim bakrenim umetcima kako bi izdržali visoke pritiske ubrizgavanja (često veću 1500 bara) i abrazivne polimerne tokove. Kritične komponente uključuju:
A.kore i šupljina blokova s teksturiranim površinama za postizanje značajki protiv klizanja na bazi palete
B.integrirane rebraste strukture za jačanje zidova koji nose opterećenje (do 2, 000 Kg kapaciteta)
C. Interpolociranje značajki za slanost i kompatibilnost s automatiziranim sustavima za rukovanje
2. Odabir matičnog materijala
Za kritične komponente koriste se čelične legure čelika kao što su DIN 1.2344 (H13) ili 1.2316, nudeći izuzetan otpor habanja i toplinsku stabilnost. Površinski tretmani poput nitriding ili PVD premaza povećavaju izdržljivost, proširujući vijek plijesni iznad milijun ciklusa. Vodič stupova i čahure koriste očvrsnute čelik s alatom za održavanje poravnanja pod cikličkim opterećenjem.
3. Sustav za hlađenje
Konformatični kanali za hlađenje strateški su obrađeni za optimizaciju toplinskog upravljanja, smanjujući vrijeme ciklusa za 20–30% u usporedbi s konvencionalnim dizajnom. Izgled hlađenja slijedi geometriju palete, osiguravajući jednolično rasipanje topline od dijelova debelih zidova (obično 8–12 mm) kako bi se smanjila ratna i zaostala naprezanja.
4.ektiranje i automatizacija
Sustav izbacivanja u više stupnjeva kombinira hidrauličke podizače, zračne poppete i striptiz ploče kako bi se bez izobličenja sigurno razvukli spremnici s dubokim crtama. Sustavi za umetanje brzog promjene omogućuju brze podešavanja formata za proizvodnju paleta u standardiziranim dimenzijama (npr. 1200 × 800 mm ili 1200 × 1000 mm). Kalup se integrira s robotskim sustavima uklanjanja dijelova putem standardiziranih sučelja.
Je li analiza kalupa potrebna za veliku paletuKutijaMokaruLDS?

Da, analiza protoka kalupa (MFA) kritična je za dizajniranje i proizvodnju velikih kalupa spremnika za palete. Ključni razlozi uključuju:
1. Složena geometrija i veličina
Velike palete često sadrže tanke zidove, rebra i strukture za pucanje. MFA predviđa ponašanje polimernog protoka kako bi se izbjegli nedostaci poput nepotpunog punjenja, zračnih zamki ili slabih linija zavara.
2. Optimizacija materijala i procesa
Palete obično koriste materijale otpornih na protok ili udarce (npr. PP, HDPE). MFA potvrđuje prikladnost materijala i optimizira parametre (tlak ubrizgavanja, temperatura, vrijeme hlađenja), smanjujući troškove ispitivanja i pogrešaka.
3. Minimiziranje ratne stranice i skupljanja
Nejednako hlađenje u velikim kalupima može uzrokovati ratne stranice ili tragove sudopera. MFA simulira učinkovitost hlađenja kako bi se osigurala dimenzijska stabilnost.
4. smanjenje troškova i rizika
Veliki kalupi uključuju visoke troškove razvoja. MFA rano identificira nedostatke dizajna, izbjegavajući skupe modifikacije plijesni ili otpada, čime se ubrzava vrijeme na tržište.
Analiza protoka kalupa je isplativ alat za poboljšanje kvalitete, učinkovitosti i pouzdanosti u velikoj proizvodnji kalupa kalupa paleta.
Paket &. Dostava

Komponente plijesni
Čelik od kalupa

Sustav vrućeg trkača

Standardni dijelovi

Česta pitanja
|
1. Što je kalup za paletu? Kalup s paletima je specijalizirani alat koji se koristi u injekcijskom oblikovanju za izradu plastičnih kutija za palete. Ovi su kontejneri dizajnirani za skladištenje, slaganje i prijevoz robe, često u industrijskim okruženjima. Kalup oblikuje rastopljenu plastiku u željeni oblik, osiguravajući izdržljivost i konzistenciju. 2. Koji se materijali koriste za kalupe za palete? Kalupi se obično izrađuju od visokokvalitetnog čelika za trajnost i toplinsku otpornost. Plastika koja se koristi za kutije često je polipropilen (PP) ili polietilen visoke gustoće (HDPE) zbog njihove otpornosti na čvrstoću i udara. 3. Koje su ključne komponente kalupa s paletom? - Jezgra i šupljina: tvori oblik kutije. - Sustav za hlađenje: regulira temperaturu za učinkovito vrijeme ciklusa. - Sustav izbacivanja: oslobađa ohlađeni proizvod. - Otvori: Spriječite zamke i oštećenja zraka. 4. Koji je postupak proizvodnje za kalup? - Dizajn: inženjering sa sjedištem u CAD-u za preciznost. - Odabir materijala: čelik odabran za dugovječnost. - Stroga: CNC ili EDM za točnost. - Toplotna obrada: otvrdnjavanje gašenjem\/kaljenjem. - Montaža i testiranje: Osigurava funkcionalnost prije proizvodnje. 5. Pojedinačni u odnosu na kalupe s više stoljeća? - Jednostruka stoka: niži troškovi, idealni za male serije. -Multi-stojica: veća proizvodnja, isplativa za velike količine. 6. Vrući trkači vs. Hladni trkači sustavi? - Vrući trkač: smanjuje otpad, brže cikluse; veći troškovi unaprijed. - Hladni trkač: jednostavniji, jeftiniji, ali stvara više otpada. 7. - Debljina stijenke: Ujednačenost sprječava iskrivljenje. - Nacrt kutova: olakšava izbacivanje (1–2 stupnja tipično). - Mjesto vrata: utječe na protok i estetiku. 8. Čimbenici troškova - Materijal, složenost kalupa, veličina i volumen proizvodnje. Sustavi s više bodova\/vrućih trkača povećavaju početne troškove, ali smanjuju cijenu po jedinici na skali. 9. Savjeti za održavanje - Redovito čišćenje: Uklonite ostatke kako biste spriječili nedostatke. - Podmazivanje: osigurava glatko izbacivanje. - Pregled: Provjerite ima li nakon produkcije habanja\/oštećenja. 10. Opcije prilagodbe - Logotipi\/tekst putem graviranja, podesivih dimenzija i varijacija boja (koristeći MasterBatchs). 11. Rješavanje problema uobičajena pitanja - Warping: Poboljšajte jednoličnost hlađenja. - Oznake sudopera: Povećajte pritisak\/vrijeme držanja. - Kratki snimci: Provjerite protok materijala ili veličinu vrata. 12. Čimbenici vremena olova - Složenost, zaostajanje proizvođača i dostupnost materijala (3–12 tjedana tipično). 13. Odabir proizvođača - Procijenite iskustvo, tehnologiju (npr. Mogućnosti CNC\/EDM), certifikate o kvaliteti i podršku nakon prodaje. 14. Sigurnosni standardi - Usklađenost s ISO-om (npr. ISO 21898 za pakiranje) i ASTM standardima osigurava sigurnost i kvalitetu materijala. Alternativa za injekcijsko oblikovanje - Puhanje oblikovanja: za šuplje dizajne. - Rotacijsko oblikovanje: veliki volumen, veliki predmeti. 16. Utjecaj na okoliš - Koristite plastiku koja se može reciklirati (PP\/HDPE), strojevi energetski učinkovitih i minimizirajte otpad kroz vruće sustave trkača. 17. Budući trendovi -Automatizacija za preciznost, biorazgradive materijale i kalupe s omogućenim IoT-om za praćenje u stvarnom vremenu. 18. Prednosti injekcijskog oblikovanja za kutije za palete - Visoka brzina, ponovljivost i sposobnost integriranja značajki poput ojačanih zidova ili dizajna koji se mogu slagati.
|
Povratne informacije kupaca






